机械加工报价怎么算?核心公式与隐藏成本
机械加工报价=(材料费+机时费+刀具损耗+人工费)×风险系数+税费+利润
(图片来源网络,侵删)
1. 材料费如何快速估算?
先算毛坯重量,再乘当日材料单价。
**示例**:45#钢圆棒Φ50×100 mm,密度7.85 g/cm³,重量≈1.54 kg,按6元/kg计,材料费≈9.24元。
2. 机时费到底该收多少?
不同设备差异极大:
- **普通车床**:80–120元/小时
- **三轴加工中心**:150–220元/小时
- **五轴联动**:350–500元/小时
自问:为什么五轴这么贵?答:折旧高、编程复杂、调试时间长。
3. 刀具损耗怎么量化?
按刀具寿命分摊:
一把硬质合金铣刀200元,可加工120分钟,若本次工序需30分钟,则刀具费=200÷120×30≈50元。
4. 人工费容易被忽视的细节
包含编程、装夹、检测:
- 编程:复杂曲面可能占整单30%时间
- 装夹:薄壁件需专用治具,人工翻倍
- 检测:三坐标每小时200元,谁来承担?

(图片来源网络,侵删)
5. 风险系数怎么定?
根据经验给出区间:
- 简单件:1.05–1.10
- 薄壁/深腔:1.15–1.25
- 军工级保密:1.30–1.50
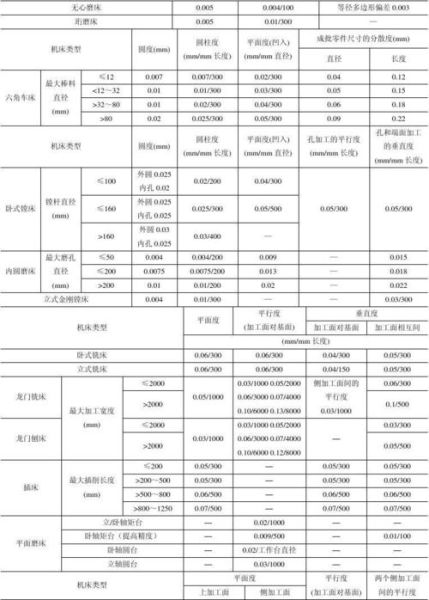
机械加工精度等级对照表:从IT到μm的直观理解
1. 国标GB/T 1800与ISO的对应关系
| 公差等级 | IT6 | IT7 | IT8 | IT9 | IT10 |
|---|---|---|---|---|---|
| Φ30 mm段公差带 | 0.013 mm | 0.021 mm | 0.033 mm | 0.052 mm | 0.084 mm |
自问:IT6能否上普车?答:不行,需磨削或精铰。
2. 表面粗糙度Ra与加工方法速配
- **Ra 0.8 μm**:精铣、精车、铰孔
- **Ra 0.4 μm**:精磨、金刚镗
- **Ra 0.1 μm**:研磨、抛光
3. 形位公差符号现场速查
常见符号记忆口诀:
“⏤直线,⌒圆度,∠垂直,∥平行,◎同轴”
4. 精度提升的瓶颈在哪?
三大要素:
- **机床**:主轴径向跳动≤0.005 mm
- **刀具**:刀柄HSK-A63比BT40重复定位高30%
- **环境**:恒温20 ℃±1 ℃,湿度50%±5%
实战案例:铝合金壳体从图纸到报价
1. 零件信息
材质:6061-T6,尺寸120×80×25 mm,要求IT7、Ra 0.8 μm,批量100件。
(图片来源网络,侵删)
2. 工艺路线
- 下料:锯床10分钟
- 粗加工:三轴开腔45分钟
- 精加工:四轴侧铣30分钟
- 去毛刺:手工15分钟
3. 成本拆分
- 材料费:0.65 kg×28元/kg≈18.2元
- 机时费:(10+45+30)/60×180元/小时≈127.5元
- 刀具:每把铝用刀寿命300分钟,分摊≈15元
- 人工:装夹+检测≈25元
- 风险系数1.15,税费13%,利润15%
最终单件报价≈(18.2+127.5+15+25)×1.15×1.28≈253元
常见疑问快答
Q:为什么同一家厂不同批次报价差10%?
A:材料价浮动、夜班电费低、夹具复用率变化。
Q:精度等级越高一定越贵吗?
A:不一定。若批量足够大,采用专用夹具后IT7成本可能低于小批IT9。
Q:如何让客户接受合理报价?
A:提供**工艺卡+检测记录+刀具寿命截图**,透明化最有说服力。
评论列表