钣金加工价格到底由哪些因素决定?
在询价阶段,90%的采购都会问:“为什么同样一张图纸,不同厂家报价差一倍?”答案藏在以下细节里:
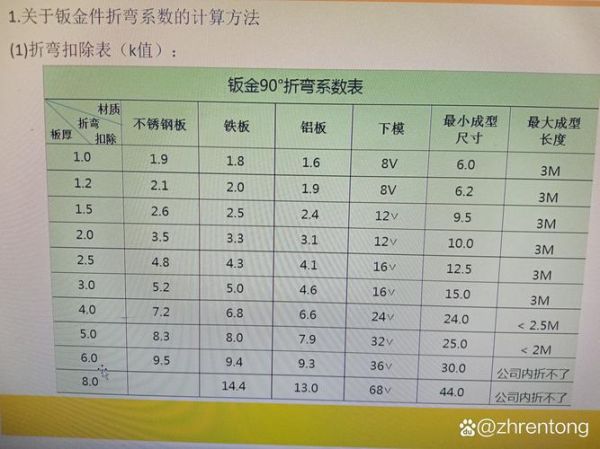
(图片来源网络,侵删)
- 材料成本:304不锈钢与Q235冷板价差可达30%,厚度每±0.1mm单价浮动5%—8%。
- 工艺复杂度:一道激光切割+三道折弯的零件,比单纯冲孔件工时高2.5倍。
- 表面处理:粉末喷涂比阳极氧化便宜,但盐雾测试要求≥500h时,喷涂需双层工艺,成本反超。
- 批量梯度:1件打样与1000件批量,单件分摊的编程、调机费可相差20倍。
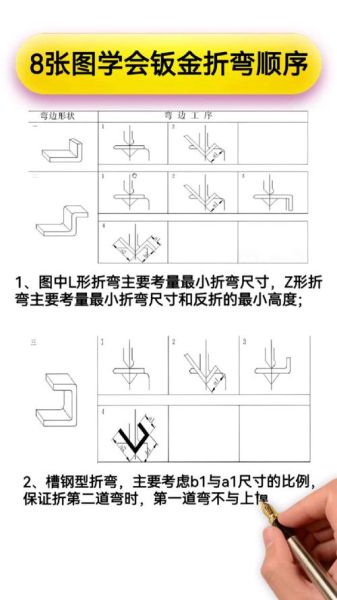
钣金折弯尺寸如何测量才不被返工?
车间里最头痛的客诉就是“折弯角度OK,装配却干涉”。问题往往出在测量基准与公差叠加。
1. 选对量具:卡尺≠万能
薄板(≤1.5mm)用数显折弯规,可直接读取内角R值;厚板(≥3mm)需三维扫描仪,避免卡尺压迫变形。
2. 基准统一:从“边”还是“孔”?
若图纸标注“以孔为基准”,实际折弯后孔到边的距离会受材料回弹影响。正确做法是:先折弯后打孔,或采用“边定位+孔补偿”工艺。
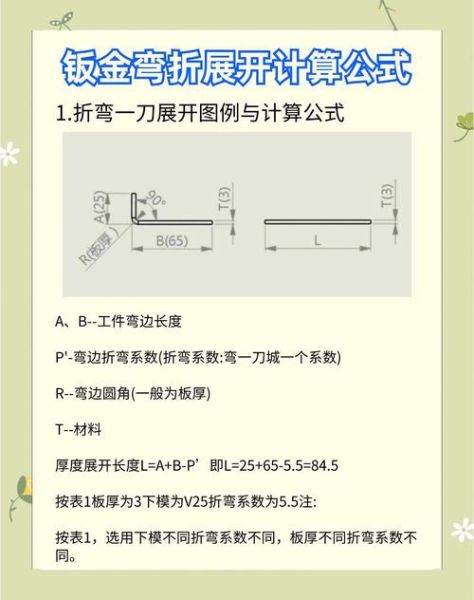
3. 公差链计算:90°≠90°
举例:V=8t折弯时,实际角度会比模具角度小0.5°—1.2°。需在展开图中预留0.3mm/每折弯边的修正量。
激光切割与数控冲,哪个更省钱?
很多工程师陷入“激光=高端,冲床=低端”的误区。真实成本对比:
(图片来源网络,侵删)
| 场景 | 激光切割 | 数控冲 |
|---|---|---|
| 孔径≥板厚 | 速度1.2m/min,气体成本0.8元/米 | 冲次200次/分,模具磨损0.02元/孔 |
| 异形轮廓 | 无需模具,直接编程 | 需阶梯模,单套模具≥800元 |
| 厚度≥3mm不锈钢 | 断面有熔渣,需二次打磨 | 断面光滑,但模具寿命骤降到500次 |
结论:小批异形件选激光,大批标准孔选冲床。
如何降低钣金件30%的喷涂不良率?
某家电厂统计:喷涂颗粒、流挂、色差占客诉前三。解决方案:
- 前处理:脱脂槽游离碱度控制在8—12点,磷化膜重1.5—3g/m²,否则粉末附着力下降50%。
- 挂具设计:挂钩直径≤Φ3mm,避免遮挡;每增加一个挂点,上粉率提升7%。
- 烤炉曲线:180℃固化时,升温斜率≥8℃/min,否则边缘出现“橘皮”。
钣金厂如何快速核算人工成本?
传统计件方式常忽略“换模、调机”隐性时间。推荐标准工时法:
激光切割工时 = 空程时间 + 切割长度/速度 + 穿孔数×0.3min 折弯工时 = 折弯次数×0.8min + 换模时间(V=8t模具为15min)
以100件机箱为例:激光切割需42min,折弯需65min,按工时单价45元/h计算,人工费仅80元,占总成本4%—6%。
未来三年钣金行业会涨价吗?
原材料端:铁矿石期货波动±20%,但钢厂直供协议锁价6个月,影响有限。
人工端:长三角折弯技工时薪已突破35元,自动化折弯机器人回本周期缩至18个月。
预测:2025年前钣金单价年均涨幅3%—5%,但自动化程度高的工厂可逆势降价8%。
(图片来源网络,侵删)
评论列表