电镀加工价格怎么算?拆解成本构成的五个关键点
电镀报价并不是随口一说,而是由基材、镀层厚度、镀种、批量大小、附加工艺共同决定。下面把经常被问到的疑问逐一拆开。
基材类型如何影响单价?
铜件、铁件、不锈钢、锌合金的预处理难度差异极大。锌合金需要预镀铜打底,否则起泡;不锈钢必须做活化,酸洗时间长。预处理每多一道,成本就抬升。
镀层厚度与价格呈线性关系吗?
并不是。厚度在0.3μm以内时,药水消耗低,边际成本小;超过2μm后,电流效率下降、时间拉长、阳极耗损增加,价格呈指数级上升。举例:普通亮镍0.5μm约0.4元/dm²,加厚到5μm直接跳到2.2元/dm²。
批量大小怎样摊薄单价?
挂具一次装载量决定分摊。小批100件开机费要300元,大批10000件开机费仍是300元,均摊后每件差30倍。业内常见阶梯:≤500件、501-3000件、≥3000件三档报价。
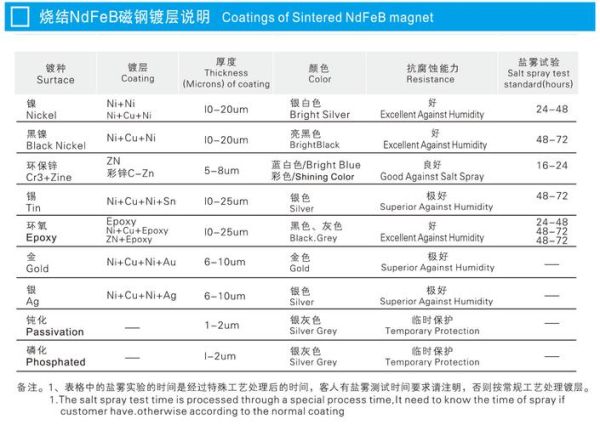
颜色与功能性附加费用
- 枪色、珍珠镍、黑镍:额外加染料或后处理,+0.15~0.30元/dm²
- 三价铬钝化:环保要求,+0.08元/dm²
- 封闭剂:盐雾要求≥48h,+0.05元/dm²
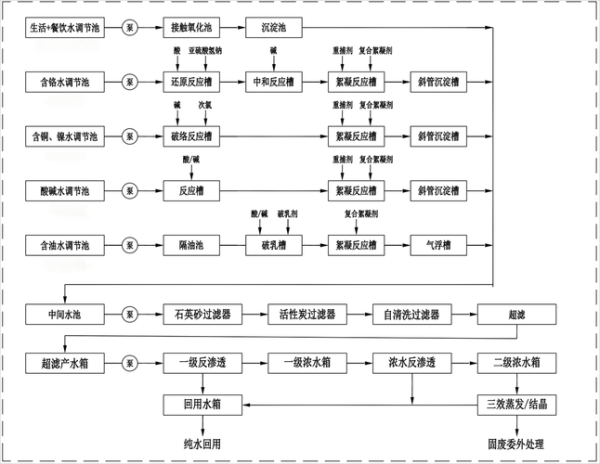
电镀废水处理工艺有哪些?从环评到排放全链路解析
为什么电镀废水必须单独分流?
因为含氰、含铬、含镍、酸碱、络合物混在一起会互相干扰,导致后续处理药剂成倍增加。规范做法是“五股分流”:含氰、含铬、含镍、前处理酸碱、混排。
含氰废水怎么处理?
两步法最稳妥:
1. 碱性氯系氧化:pH≥11,ORP 300-350 mV,把CN⁻→CNO⁻;
2. 二次氧化:pH降至8,ORP 600-650 mV,CNO⁻→CO₂+N₂。
反应时间≥30 min,余氯控制3-5 mg/L,避免余氯超标。
含铬废水还原沉淀流程
- 硫酸调pH至2.5-3.0;
- 投加焦亚硫酸钠,ORP 250-300 mV,Cr⁶⁺→Cr³⁺;
- 加碱至pH 8.5-9.0,生成Cr(OH)₃沉淀;
- 板框压滤,污泥含水率≤70%。
化学镍废水破络难题怎么破?
化学镀镍液含柠檬酸、乳酸、铵盐多重络合剂,常规加碱无法沉淀。目前主流方案:
- Fenton氧化:H₂O₂/Fe²⁺=3:1,pH 3-4,反应1 h,COD去除率≥60%;
- 重金属捕集剂:DTC类在pH 9-10与Ni²⁺形成稳定螯合沉淀,残留Ni≤0.1 mg/L。
零排放真的是噱头吗?
不是噱头,但成本极高。路线:膜浓缩+MVR蒸发+结晶分盐。吨水投资12-15万元,运行能耗45-55 kWh。只有对重金属资源价值高(金、银、钯)或地方排放标准极严才上。
电镀厂如何同时控制成本与环保?实战案例分享
案例:宁波某五金电镀厂月产量300吨,如何降本30%?
问题:镍层厚度普遍超标50%,废水处理药剂每月超支8万元。
措施:
1. 在线X-Ray测厚仪实时反馈,厚度合格率从65%提升到92%,镍耗下降18%;
2. 含镍废水改为离子交换树脂回收,每月回收硫酸镍1.2吨,价值4万元;
3. 污泥减量:改用高压隔膜压滤机,含水率从80%降到55%,委外费用节省3万元/月。
环评审批前必须准备的五类资料
- 镀槽容积、槽液成分MSDS
- 水平衡图(新鲜水、回用水、蒸发损耗)
- 分质分流管网图(颜色标识)
- 危废协议(污泥、废滤芯、废酸)
- 自行监测方案(因子、频次、点位)
常见误区答疑
误区一:只要上RO就能达标?
RO只能除盐,对络合态重金属、COD、氨氮无效。必须前段化学法破络,后段RO才稳定。
误区二:电镀污泥可以随便找砖厂协同处置?
不行。《国家危废名录》HW17类污泥必须持有危废经营许可证的单位接收,砖厂若无HW17代码即违法。

误区三:三价铬一定比六价铬环保?
三价铬钝化膜薄,耐蚀差,往往要增加厚度或封闭,反而带来氟化物、有机物新污染。需全生命周期评估。
评论列表