为什么必须让数控机床“上网”?
在离散制造车间里,机床往往像一座座“数据孤岛”。**只有把它们接入工业互联网,才能把加工节拍、刀具寿命、能耗等实时数据变成可分析、可预测、可优化的资产**。没有这一步,再先进的MES、ERP都只能停留在“事后统计”,无法做到“事中干预”。
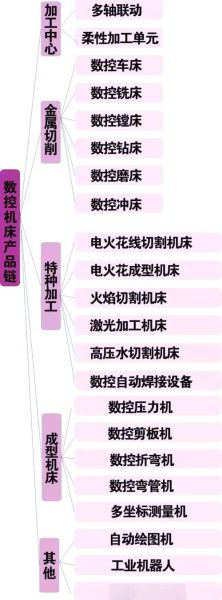
数控机床接入工业互联网的四大技术路径
1. 原生网口直采
新购的**数控系统(如FANUC 0i-F、Siemens 828D)已内置OPC UA服务器**,只需一根网线即可把X/Y/Z轴负载、主轴功率、报警代码推送到边缘网关。优点是延迟低、数据全;缺点是老旧设备无法直接套用。
2. PLC+协议转换
对于只有RS232或MPI接口的老机床,可在电柜内加装**协议转换模块(如HMS Anybus)**,把专有协议转成Modbus TCP或MQTT。成本约为每台三千元,实施周期一天。
3. 外置传感器补充
当数控系统封闭、无法读取内部参数时,可在主轴、导轨、冷却泵上加装**振动、温度、电流传感器**,通过LoRa或NB-IoT上传。虽然粒度粗,但能快速验证ROI。
4. 数字孪生反向写入
先在云端构建机床的数字孪生体,再通过**NC-Link或MTConnect**把优化后的G代码、工艺参数回写到机床。闭环后,单件加工时间平均可缩短7%—12%。
---联网后究竟能带来哪些可量化的价值?
1. 设备利用率从60%跃升到85%
通过实时采集“开机—切削—待机—报警”状态,系统自动生成OEE报表。**某浙江汽配厂上线三个月,夜班利用率提高22%,相当于多释放了两台机床的产能**。
2. 刀具寿命预测误差<5%
把主轴电流、进给倍率、材料批次喂给云端AI模型,可提前15分钟预警断刀风险。**原先每月报废的80支铣刀减少到12支,直接节省刀具费3.6万元**。
3. 能耗账单下降10%—18%
对比同类订单的历史曲线,系统发现“空载时冷却泵仍全速运行”这一隐形浪费。**通过程序级联控制,一年节电9万度,折合碳减排89吨**。
4. 工艺知识沉淀为可复用APP
老师傅调出的“不锈钢深孔钻”最佳参数被封装成微服务,**新订单下发时自动匹配,新人也能在十分钟内调出合格件**。
---中小企业落地三问三答
Q1:没有IT团队,如何起步?
A:选择**“即插即用”边缘网关+SaaS平台**组合,设备商完成硬件安装,平台按月订阅,单台月费低于两顿工作餐。
Q2:老旧机床值不值得连?
A:先算经济账。**如果机床剩余寿命>3年、年产能>500小时,就值得加装外置传感器**;反之则直接列入替换计划。

Q3:数据安全怎么保障?
A:采用**“本地边缘缓存+VPN加密回传”**双保险,关键工艺参数不出厂区;云端只存脱敏后的统计指标。
---未来三年演进路线
第一阶段(0—6个月):完成**关键机床联网**,拿到OEE、刀具、能耗三张“速赢”报表。
第二阶段(6—18个月):接入APS高级排产,**实现订单—工艺—设备的动态最优匹配**。
第三阶段(18—36个月):基于累积数据训练行业专用大模型,**让机床在加工前就能“预知”自己的最佳工况**。
当数控机床不再是哑设备,而是工业互联网上的一个个“智能节点”,整个车间的生产逻辑将被彻底重写:**从“人找问题”变为“数据主动推送问题”,从“事后补救”变为“事前预防”**。这一步,越早迈出,红利越大。
评论列表