在五金加工、家装钻孔、矿山开采等场景里,**“钻头什么材质好”**与**“钻头怎么选型号”**是搜索量最高的两大长尾疑问。下面用问答式结构拆解这两个痛点,帮你快速锁定高性价比钻头。
(图片来源网络,侵删)
钻头什么材质好?
常见材质对比表
- HSS(高速钢):适合45HRC以下钢材、铝合金,成本低,韧性高,但耐热性一般。
- HSS-Co(含钴高速钢):加入5%~8%钴,红硬性提升,可钻不锈钢、调质钢。
- 硬质合金(YG、YT系列):硬度HRA90以上,专克淬火钢、铸铁,脆性大,需低进给。
- 金刚石(PCD):加工高硅铝、复合材料,寿命是硬质合金的50倍,价格昂贵。
- 多晶立方氮化硼(PCBN):专攻HRC50以上高硬钢,干切不烧伤,刀尖圆弧需≤0.2mm。
自问自答:家装DIER选哪种最划算?
如果只是偶尔在瓷砖、红砖、木头上打孔,**“HSS-Co镀钛麻花钻”**即可覆盖90%需求;经常钻混凝土,则直接上**“硬质合金冲击钻头”**,避免HSS快速钝化。
---钻头怎么选型号?
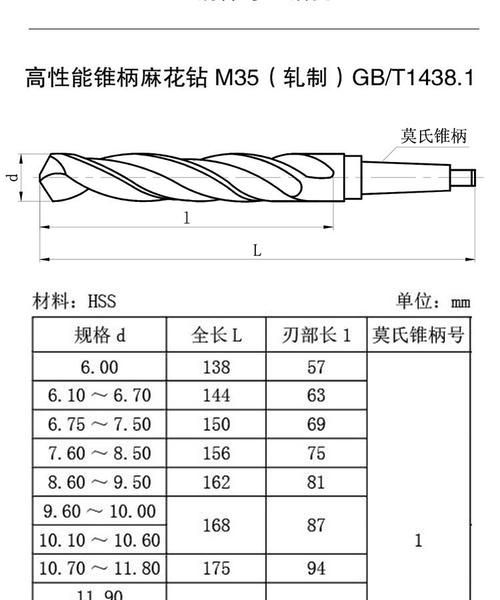
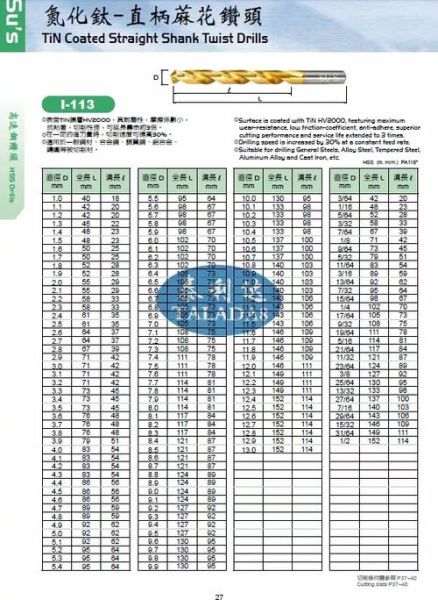
看懂包装上的关键参数
- 直径d:常见家用3、4、5、6、8、10 mm,越大扭矩需求越高。
- 刃长L1:决定一次钻孔深度,深孔需加**“长刃”**或**“加长杆”**。
- 总长L:电钻夹持长度≥总长1/3,防止摆动。
- 柄型:直柄(圆柄)用于手电钻;SDS-plus、SDS-max用于电锤。
- 螺旋角ω:118°通用,135°自定心好,钻不锈钢更省力。
自问自答:M8螺纹底孔打多大?
标准螺距1.25 mm,**底孔直径=螺纹外径-螺距=6.75 mm**,实际选6.7 mm或6.8 mm钻头即可,硬材取小值,软材取大值。
---不同场景下的选型实例
场景一:铝合金CNC批量加工
- 材质:2A12-T4铝
- 推荐:**3刃硬质合金铝用钻**,45°螺旋角,表面TiAlN涂层防粘刀。
- 参数:转速8000 rpm,进给0.15 mm/rev,乳化液喷淋。
场景二:家用浴室瓷砖打孔
- 材质:釉面砖+混凝土墙体
- 推荐:**6 mm SDS-plus硬质合金冲击钻头**,头部Y型双刃,排屑槽加宽。
- 技巧:先关闭冲击模式在瓷砖表面打出定位坑,再开冲击钻穿混凝土。
场景三:模具钢HRC58淬硬件
- 材质:SKD11真空淬火
- 推荐:**φ5 mm PCBN微钻**,刀尖倒锥0.05 mm,内冷孔直达刃口。
- 参数:转速1500 rpm,进给0.02 mm/rev,油雾润滑。
避坑指南:90%人选错的三大误区
误区一:只看价格不看涂层
普通HSS钻头10元一支,TiAlN涂层HSS-Co可能35元,但寿命提升3倍,**单孔成本反而更低**。
误区二:混淆“木工钻”与“金属钻”
木工钻中心尖+外刃设计,用于快速定位木纤维;金属钻118°尖角,强行钻木会撕裂孔口。
误区三:忽视夹持系统匹配
手电钻夹头最大夹持13 mm,若买SDS-plus柄钻头将无法安装,**务必核对柄型**。

(图片来源网络,侵删)
延长钻头寿命的5个实操细节
- 预钻中心孔:直径>6 mm时先用2 mm定位,减少跑偏。
- 分级钻孔:厚板先钻50%深度,再换大径扩孔,降低扭矩。
- 及时退屑:每钻5倍直径深度,退出钻头排屑一次。
- 冷却方式:不锈钢用乳化液,铝件用煤油,严禁水冷导致生锈。
- 修磨标准:后刀面磨损0.2 mm或刃口崩缺0.3 mm即需修磨,**保持顶角对称**。
2024年值得关注的钻头新品方向
1. 纳米多层涂层:AlTiN+TiSiN交替镀层,1100℃仍保持硬度,专克高温合金。
2. 内冷螺旋槽:冷却液沿螺旋槽直达切削刃,深孔加工排屑效率提升40%。
3. 可换头模块化钻:头部硬质合金可拆换,杆部重复使用,降低库存成本30%。
掌握以上选型逻辑与维护技巧,**“钻头什么材质好”**与**“钻头怎么选型号”**将不再困扰你,无论是DIY还是工业级加工,都能精准匹配、降本增效。
(图片来源网络,侵删)
评论列表